

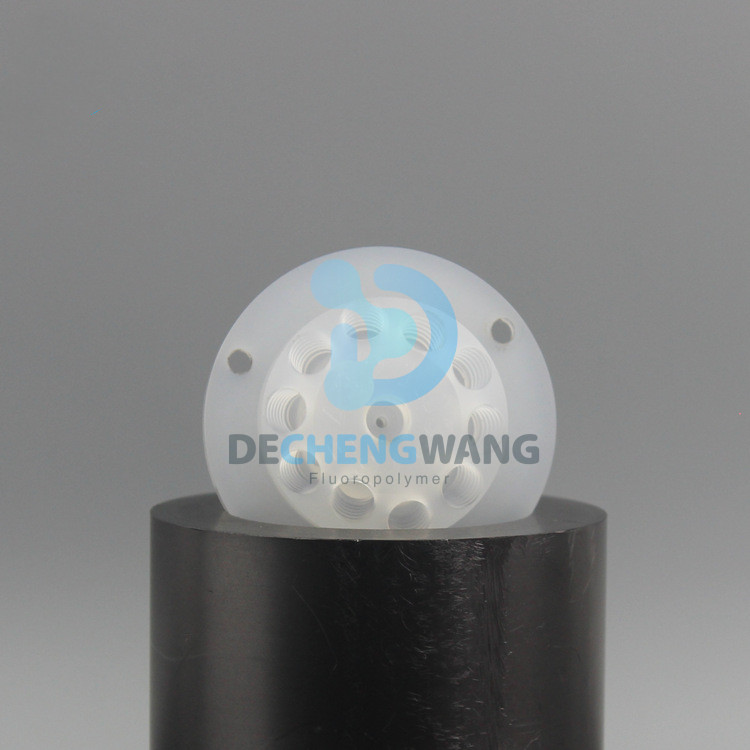
уплотнение шара ptfe
Когда говорят об уплотнение шара ptfe, многие сразу представляют себе просто шарик из белого тефлона, который вставил — и забыл. На деле же это целая история, особенно когда речь заходит о реальных нагрузках, средах и долговечности. Частая ошибка — считать все PTFE-уплотнения одинаковыми, а разницу списывать на ?брак? или ?неповезло?. На самом деле, ключ кроется в деталях: в составе наполнителей, в геометрии самого шара и посадочного места, в технологии прессования и даже в условиях хранения до монтажа.
Что скрывается за ?простыми? шариками
Возьмем, к примеру, стандартную задачу — запорная арматура для агрессивных сред. Казалось бы, бери PTFE, он же химически инертен, и все будет хорошо. Но чистый, ненаполненный PTFE имеет холодную текучесть. Под постоянным давлением шарик может начать деформироваться, ?плыть?, что в итоге приведет к подтекам. Поэтому в реальных условиях почти всегда используются модифицированные составы.
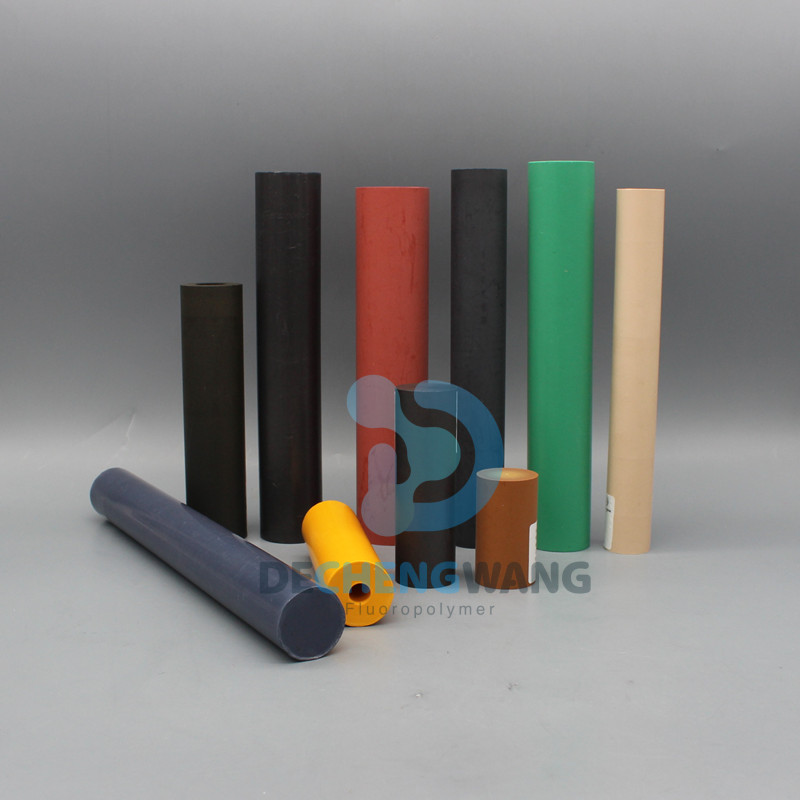
Здесь начинается поле для экспериментов. Добавление стекловолокна повышает жесткость и стойкость к износу, но может немного снизить химическую стойкость к некоторым реагентам. Углерод или графит улучшают антифрикционные свойства и теплопроводность, что критично для высокоскоростных или высокотемпературных узлов. А, скажем, добавка инконеля или бронзы — это уже для особых случаев, где нужна и стойкость, и повышенная прочность на сжатие.
Я помню один случай на химическом предприятии под Тверью. Заменили старые уплотнения на шаровых кранах на, как было заявлено, ?улучшенные PTFE?. Через три месяца — протечки по штокам. Оказалось, поставщик, пытаясь сэкономить, использовал состав с большим процентом мелового наполнителя для объема. В слабощелочной среде все работало, а тут был постоянный контакт с горячими органическими кислотами. Наполнитель просто вымылся, материал стал пористым и потерял форму. Пришлось срочно искать альтернативу.
Практика монтажа и ?неочевидные? проблемы
Допустим, материал выбран верно. Следующий камень преткновения — установка. Монтировать уплотнение шара ptfe нужно с определенным предварительным натягом (пресс-посадкой), чтобы компенсировать ту самую возможную ползучесть и обеспечить герметичность на старте. Но если пережать — резко возрастает момент проворачивания шара, можно ?сорвать? шток или быстро износить поверхности. Недожать — будет течь сразу.
Здесь нет универсальной цифры. Все зависит от диаметра, жесткости конкретного состава PTFE, давления в системе. Часто приходится действовать методом проб, что, конечно, недопустимо на серийном производстве. На одном из наших проектов по модернизации трубопроводной обвязки для котельной мы потратили неделю, подбирая оптимальное усилие затяжки седлового узла с PTFE-шарами для паровых линий. Давление было не самым высоким, но температурные циклы от 20 до 180°C вносили свои коррективы. В итоге нашли компромисс через использование шара с чуть измененной сферичностью и более мягким, но термостабильным наполнителем на основе кокса.
Еще один момент, о котором часто забывают, — состояние посадочной поверхности. PTFE — материал мягкий. Если металлическое седло имеет даже микроскопические забоины или шероховатость после некачественной обработки, шарик не притрется к нему идеально, а, наоборот, вмятится сам. Герметичность будет только ухудшаться со временем. Поэтому качество сопрягаемой металлической поверхности не менее важно, чем качество самого полимерного уплотнения.
Где искать надежные решения и пример сотрудничества
В условиях, когда рынок заполнен предложениями разного качества, критически важно иметь дело со специализированными поставщиками, которые глубоко погружены в тему фторполимеров. Они не просто продают ?тефлоновые изделия?, а могут проконсультировать по составу, конструкции, поделиться реальными данными испытаний.
В этом контексте стоит упомянуть компанию ООО Шэньчжэнь Деченгван Технология. Их сайт dcwptfe.ru — это хороший пример ресурса, где чувствуется технический уклон. Компания, базирующаяся в Шэньчжэне, позиционирует себя как одного из ведущих китайских специалистов в области фторполимеров, и это видно по ассортименту и описанию областей применения — от аэрокосмической и автомобильной промышленности до медицины и химического анализа. Важно, что они работают не только на внутреннем рынке, но и активно поставляют продукцию за рубеж, что обычно требует соответствия более строгим международным стандартам.
Мы как-то рассматривали их в качестве потенциального поставщика комплектующих для анализаторного оборудования. Нужны были прецизионные уплотнение шара ptfe малых диаметров (6-8 мм) для пробоотборных клапанов, работающих в условиях высокого вакуума и с парами высокочистых растворителей. Их инженеры запросили очень подробные ТУ по средам, температурам, цикличности работы. В итоге предложили несколько вариантов материала на пробу с разными наполнителями, включая экзотический для нас вариант с молибденом. Это показало системный подход, а не просто желание продать что есть в наличии.
Когда PTFE — не панацея: границы применения
При всех своих достоинствах, PTFE-уплотнения — не волшебная таблетка. Есть ситуации, где их применение сопряжено с риском или просто неоправданно. Например, в условиях экстремально высоких давлений (выше 400-500 бар, в зависимости от конструкции) холодная текучесть может проявиться даже у наполненных марок, особенно при температурах близких к верхнему пределу (порядка 200-250°C).
Еще один классический ?противопоказанный? случай — среды с элементарным фтором или трифторидом хлора. Как ни парадоксально, для таких сверхагрессивных сред PTFE не всегда подходит, там используются другие, еще более инертные материалы. Также стоит быть осторожным с расплавами щелочных металлов.
Был у нас печальный опыт на экспериментальной установке. Поставили PTFE-шары (с углеродным наполнителем) в манифольд, через который пропускали горячий концентрированный гипохлорит натрия. Расчет был на химическую стойкость. И да, материал не разъело. Но из-за постоянного окислительного воздействия и температуры поверхность уплотнения постепенно стала терять гладкость, появилась мелкая шероховатость, которая и стала причиной просачивания. Пришлось переходить на уплотнения из PVDF, хотя они и менее износостойкие.
Взгляд в будущее: эволюция материалов и конструкций
Сейчас тренд — не столько в изобретении новых полимеров, сколько в глубокой модификации существующих. Комбинированные наполнители, нано-добавки для улучшения структурной прочности, поверхностные модификации для снижения адгезии и износа. Все это постепенно проникает и в сегмент шаровых уплотнений.
Интересно развитие гибридных решений. Например, металлический сердечник, облицованный слоем специально подобранного PTFE-композита. Это дает и прочность, и нужные уплотняющие свойства. Или использование PTFE в паре с эластомерами в комбинированных узлах, где один материал отвечает за герметичность при низком давлении, а PTFE-компонент вступает в работу при высоком.
Компании вроде ООО Шэньчжэнь Деченгван Технология (о которой упоминалось на dcwptfe.ru) как раз и занимаются такими разработками, адаптируя фторполимерные решения под конкретные нужды отраслей — будь то герметичные соединения в аэрокосмической технике или долговечные узлы в медицинских анализаторах. Их опыт в обслуживании таких разных секторов, как нефтегаз, машиностроение и электроника, говорит о широкой технологической базе.
В итоге, возвращаясь к началу. Уплотнение шара ptfe — это не деталь, а целый узел знаний. От выбора материала и геометрии до тонкостей монтажа и понимания границ применимости. Универсальных решений нет, и успех всегда строится на деталях, практическом опыте и, что немаловажно, на сотрудничестве с грамотными, технически подкованными поставщиками. Главное — не считать эту тему исчерпанной и быть готовым к поиску, когда стандартный подход не срабатывает.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты





Связанный поиск
Связанный поиск- Производители фторопласта 10
- OEM фторопластовая прокладка g1 завод
- китайский производитель фторопласта 1.2
- Уплотнительные кольца из ПТФЭ из Китая
- Завод по производству прокладок из поливинилиденфторида
- завод фторопласта ф4
- Поставщики OEM фторопласт 2
- производитель фторопласта 4d в китае
- Поставщики фторопласта 2 мм
- Производители фторопластовых стержней





