

фторопласт 4 лист
Когда слышишь ?фторопласт 4 лист?, многие представляют себе просто белый, скользкий материал, который не прилипает. На деле, если подходить к нему с такой установкой, можно наломать дров. Это не универсальная прокладка на все случаи жизни. Я сам лет десять назад думал, что главное — взять потолще, да пошире, и все проблемы решены. Пока не столкнулся с ситуацией, где лист, купленный у первого попавшегося поставщика, начал терять форму и упругость уже при 220 градусах, хотя в паспорте было заявлено 260. Вот тогда и начинаешь копать глубже.
Что скрывается за маркой Ф-4 (ПТФЭ)
Сейчас уже все в курсе, что фторопласт 4 — это наш, отечественный аналог ПТФЭ, политетрафторэтилена. Но суть не в названии. Ключевое — это технология производства самого листа. Его не льют, как полиэтилен, а прессуют из порошка с последующим спеканием. И вот здесь кроется миллион нюансов. Качество исходной смолы, гранулометрия порошка, давление прессования, режим спекания — малейшее отклонение, и материал получается с внутренними напряжениями. Потом при механической обработке или нагреве такой лист может повести, он пойдет ?винтом? или в нем проявятся микротрещины.
Я как-то заказывал партию для изготовления уплотнительных колец большого диаметра. Заготовки резали из листа, а потом на токарном станке снимали фаски. И в одной партии из десяти листов два вели себя странно: при тонком точении не давали ровную стружку, а крошились. Оказалось, неоднородность спекания. Поставщик разводил руками, мол, материал соответствует ГОСТу. Но ГОСТ, если честно, задает довольно широкие рамки. Для критичных применений его одного мало.
Поэтому сейчас я всегда уточняю не просто ?фторопласт 4 лист?, а запрашиваю данные о сырье (часто спрашиваю, импортная смола или отечественная, типа ?Флуон? или аналог) и о методе прессования — изготавливался ли он блочным методом или методом формовки из ленты. Блочный обычно дает более однородную и предсказуемую структуру по всей толщине.
Толщина и размеры: где ожидания расходятся с реальностью
С размерами листа тоже не все просто. Стандартные толщины от 1 до 50 мм, размеры листов бывают разные. Но часто возникает потребность в нестандартной толщине, скажем, 15 мм. И тут многие думают, что можно просто взять лист 20 мм и проточить до 15. Теоретически да, но практически — это дорого и есть риск. При снятии толстого слоя (особенно если больше 2-3 мм) из-за снятия внутренних напряжений заготовка может деформироваться. Лучше искать производителя, который может отпрессовать лист сразу под нужную толщину.
У нас был проект, где нужны были пластины толщиной 8 мм для химической аппаратуры. Сначала взяли лист 10 мм и стали фрезеровать. В итоге, после обработки, пластины уложили на поверочную плиту, а они касались только в трех точках — выгнулись пропеллером. Пришлось срочно искать того, кто сделает сразу 8 мм. Нашли через коллег, кажется, даже обратились к китайским специалистам, которые плотно работают с фторполимерами, вроде компании ООО Шэньчжэнь Деченгван Технология. Их сайт https://www.dcwptfe.ru тогда попался на глаза, когда искали возможности для спецзаказа. Они как раз позиционируют себя как узкие специалисты по фторполимерам для аэрокосмоса, химии и медицины, а это обычно знак, что понимают в специфике и могут работать с нестандартными параметрами.
Кстати, про их сайт. Там довольно четко видно, что они не просто торгуют листами, а именно занимаются инжинирингом материалов. В описании компании Деченгван указано, что они обслуживают глобальные отрасли от аэрокосмической до медицинской. Это важно, потому что для этих отраслей просто ?кусок пластика? не подойдет — там нужны сертифицированные материалы с полной прослеживаемостью партий. Если они там заявляют, значит, вероятно, имеют опыт поставок с соответствующими документами, что для нас, инженеров, критично.
Обработка: где чаще всего ошибаются
Самая частая ошибка новичков — неправильная механическая обработка фторопласта 4. Материал вязкий, плохо отводит тепло. Если резать или точить обычными стальными инструментами на высоких оборотах, он будет не резаться, а рваться и плавиться, налипая на резец. Нужен острый, с большим углом заточки инструмент, желательно с полированной поверхностью, и низкие обороты с хорошим отводом стружки.
Помню, мы делали втулки из листа толщиной 30 мм. Токарь, привыкший к металлу, начал работать как обычно. В итоге, поверхность после обработки была не гладкой, а рыхлой, с рваными волокнами. Пришлось останавливаться, подбирать геометрию резца и режимы резания практически на ощупь. В идеале для чистовой обработки хорошо подходит скоростное фрезерование специальными фрезами, но это уже для серийного производства.
Еще один момент — тепловое расширение. Коэффициент теплового расширения у ПТФЭ очень высокий. Если вы проектируете деталь, которая будет работать с перепадом температур, скажем, от -50 до +200°C, нужно обязательно это учитывать. Мы однажды поставили уплотнительную прокладку из фторопластового листа, рассчитанную по размерам при комнатной температуре. После выхода аппарата на рабочую температуру в 180 градусов прокладка расширилась больше, чем металлический фланец, и создала избыточное давление, приведшее к течи. Пришлось пересчитывать и делать припуск на сжатие при монтаже.
Применение и границы возможного
Основная ниша для листового Ф-4 — это, конечно, антифрикционные и антиадгезионные покрытия, уплотнения, изоляторы в агрессивных средах. Но тут важно помнить про его ползучесть (холодную текучесть). Он не подходит для высоконагруженных узлов трения без поддержки. Если сделать подшипник скольжения только из фторопласта и нагрузить его, он поползет. Поэтому его часто используют в комбинации с металлом или другими пластиками, либо применяют модификации с наполнителями (графит, стекловолокно), которые снижают ползучесть и улучшают теплопроводность.
У нас в практике был случай с химическим реактором, где требовалась футеровка из фторопласта 4. Заказчик хотел сэкономить и сделать футеровку из чистого ПТФЭ. Но реактор был высокий, давление среды приличное. Мы отговорили, аргументировав тем, что под давлением и при температуре лист может деформироваться и нарушить герметичность металлического корпуса. В итоге остановились на варианте с армированным материалом, который предложили в том числе и специалисты из Деченгван, когда мы консультировались по стойкости к конкретной среде — у них в ассортименте, судя по сайту, есть решения для нефтегаза и химического анализа, а там с такими проблемами сталкиваются регулярно.
Именно для таких сложных случаев и важны поставщики, которые не просто продают, а технически поддерживают. Когда видишь, что компания, та же ООО Шэньчжэнь Деченгван Технология, заявляет в своем описании работу с аэрокосмической и медицинской отраслью, это косвенно говорит о том, что они, скорее всего, могут предоставить не просто материал, а технические консультации по его применению, данные по долговременной стойкости и, возможно, даже помочь с расчетами. Для инженера это иногда ценнее, чем сам лист.
Вместо заключения: на что смотреть сегодня
Так что, возвращаясь к началу. Фторопласт 4 лист — материал с огромным потенциалом, но требующий уважительного и знающего подхода. Сегодня уже недостаточно просто купить ?белый лист?. Нужно понимать его генезис: сырье, технологию производства. Нужно четко представлять условия будущей работы детали: температуру, нагрузку, среду, тип обработки.
Рынок стал глобальным. И если раньше мы крутились вокруг местных поставщиков, то теперь, чтобы найти оптимальное решение по цене и качеству для ответственного узла, можно и нужно смотреть на международных игроков, в том числе и на китайских специалистов, которые, как Деченгван, серьезно вкладываются в технологии фторполимеров. Их опыт работы с глобальными высокотехнологичными отраслями — хороший индикатор компетенции.
Главный вывод, который я для себя сделал: никогда не экономьте на информации. Запросите у поставщика паспорт с конкретными физико-механическими показателями именно на партию, уточните сферы его предыдущего применения. И не бойтесь задавать ?глупые? вопросы. Лучше выглядеть дотошным на этапе выбора, чем разбираться с последствиями неудачного применения потом. Материал-то вроде простой, а подводных камней — масса.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты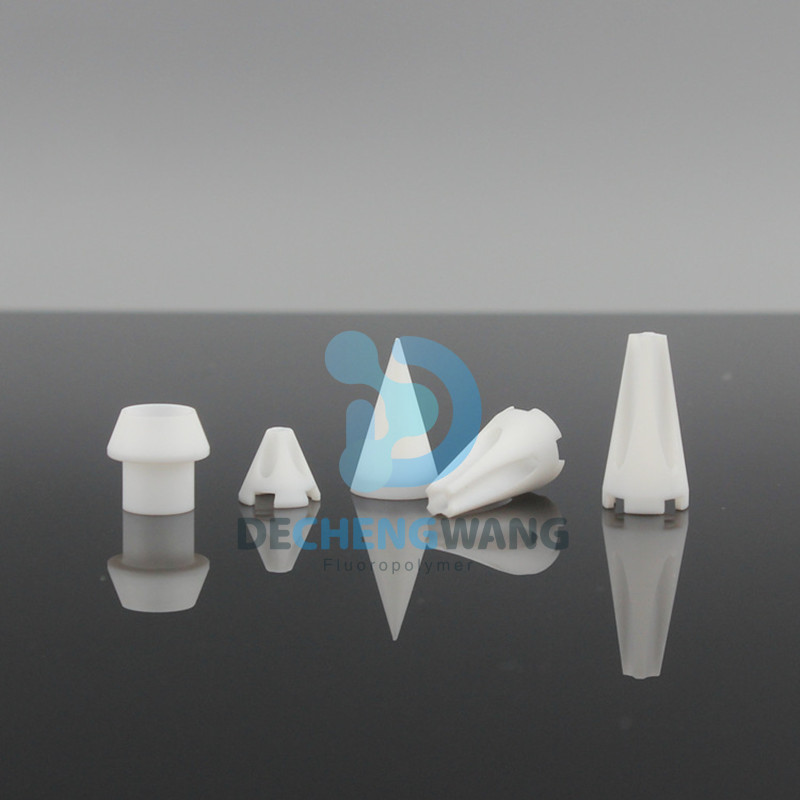







Связанный поиск
Связанный поиск- Поставщики фторопласт насосы из Китая
- фторопласт пластина
- Материал уплотнения клапана: производитель PTFE
- Поставщики шариковых уплотнений из политетрафторэтилена
- Китайский фторопласт f4 лист
- OEM Центробежное литье под давлением Литье под давлением
- Китайские производители компонентов для литья под давлением
- Завод фторопластового кольца
- Поставщики OEM тефлоновое уплотнение 1
- Производители OEM фторопластовых уплотнений





