

тип уплотнения ptfe
Когда говорят про тип уплотнения ptfe, многие сразу думают про кольца или манжеты. Но на деле, если копнуть, всё упирается не столько в форму, сколько в то, из чего и как это сделано. Частая ошибка — считать весь PTFE одинаковым. Белый, скользкий, химически стойкий — и ладно. А потом удивляются, почему уплотнение на насосе для агрессивной среды потрескалось через месяц, хотя должно было работать годами. Тут вся загвоздка в типе материала и методе его обработки.
Сырьё — это не просто порошок
Начинать надо с гранулы. PTFE — это полимер, который не плавится как обычный пластик, его спекают. Исходный порошок бывает разный: модифицированный, наполненный, коагулированный. Для уплотнений, которые будут работать под давлением и с трением, часто берут наполненные составы. Например, с добавкой стекловолокна, графита, бронзы. Это не для экономии, а чтобы улучшить износостойкость и теплопроводность, снизить ползучесть. Чистый PTFE — холоднотекучий материал, под нагрузкой может ?поплыть?. Поэтому выбор наполнителя — это уже первый шаг к определению типа уплотнения ptfe.
Я как-то сталкивался с поставкой уплотнительных колец для химического реактора. Заказчик требовал чистый PTFE по старой спецификации. Установили — начались утечки. Оказалось, режим работы изменился, появились циклы быстрого нагрева и охлаждения. Чистый материал не выдержал, пошли микротрещины. Пришлось переделывать на композит с углеродным наполнителем. Это типичный случай, когда догма из учебника про ?химическую стойкость PTFE? бьет по карману.
Тут можно вспомнить про китайских поставщиков, которые глубоко в теме. Например, ООО Шэньчжэнь Деченгван Технология (их сайт — https://www.dcwptfe.ru). Они не просто торгуют готовыми изделиями, а занимаются именно фторполимерами. В их описании видно, что работают с аэрокосмической, химической, нефтегазовой отрасльми. Это как раз те области, где к типу уплотнения ptfe подход нешаблонный. Нужно понимать, какой именно состав PTFE с каким наполнителем подойдет для конкретного узла трения или агрессивной среды.
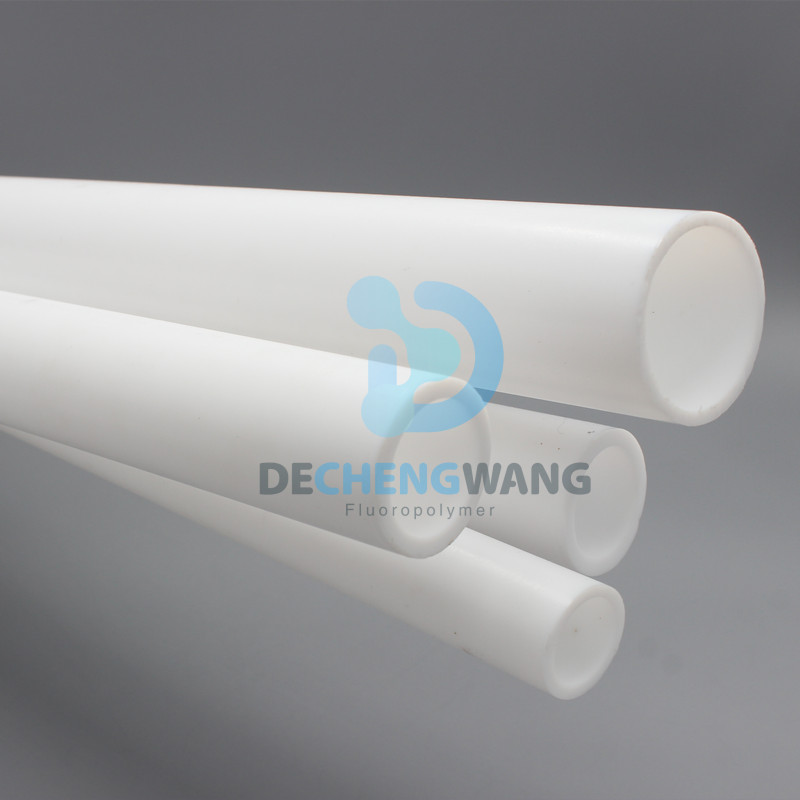
Метод изготовления — где кроется дьявол
Форма — это следствие технологии. Основные методы для уплотнений: прессование с последующим спеканием, экструзия (для шнуров), механическая обработка из заготовок (штанг, плит). Казалось бы, что сложного? Отпрессовал кольцо и спеки. Но нет.
Если прессовка ведется с неправильным давлением или неравномерно, в теле изделия останутся внутренние напряжения. При спекании (а это нагрев выше 327°C) эти напряжения могут привести к короблению или даже растрескиванию. Уплотнение будет выглядеть целым, но его механические свойства, особенно сопротивление ползучести, будут низкими. Оно сядет в канавке и перестанет работать.
Экструдированный шнур — отдельная история. Его часто используют для сальниковой набивки. Качество здесь определяется не только составом, но и однородностью экструзии. Попадался шнур, который с виду был ровный, а внутри имел пустоты или непроплавы. В динамическом сальнике такая набивка быстро истиралась и начинала течь. Пришлось менять поставщика, искать того, кто контролирует процесс от смешивания порошка до намотки готового шнура.
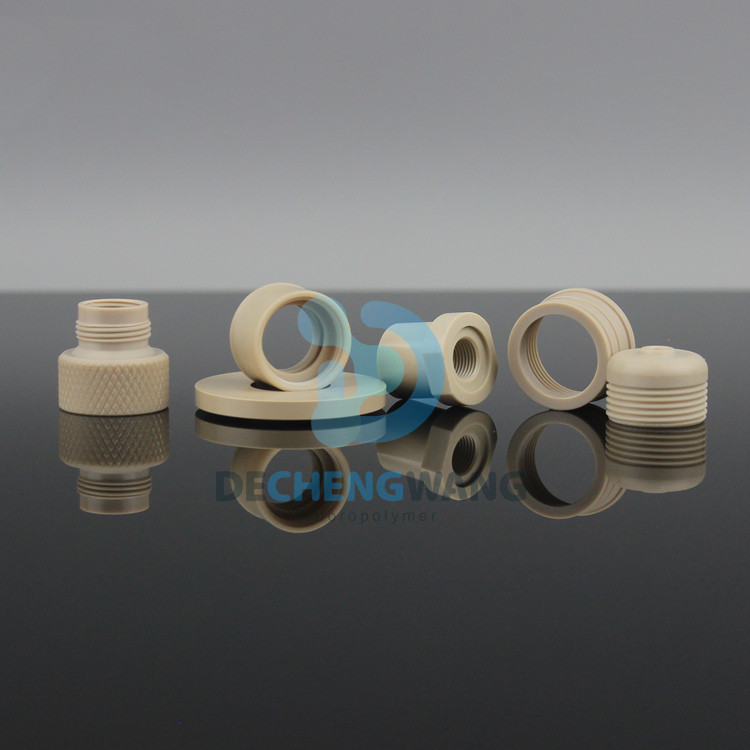
Конструкция — не только кольцо круглого сечения
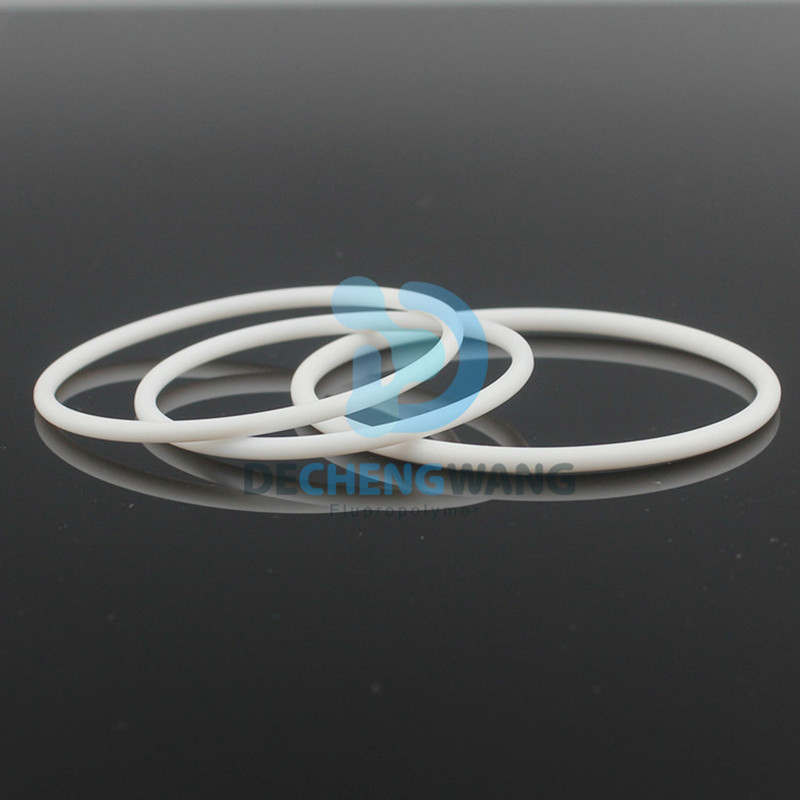
Когда инженер рисует уплотнение на чертеже, часто это просто прямоугольник или круг в канавке. Но жизнь вносит коррективы. Для PTFE, из-за его низкой упругости, часто используют конструкции с пружинными кольцами (силовыми элементами) внутри. Это уже комбинированный тип уплотнения ptfe. Сам PTFE обеспечивает химическую стойкость и низкое трение, а металлическая пружина — постоянное прижатие к уплотняемой поверхности.
Была задача сделать уплотнение штока для клапана, работающего с смесью кислот. Температура циклически менялась. Простое кольцо из наполненного PTFE не подошло — при охлаждении зазор увеличивался, появлялась течь. Сделали вариант с эластомерным О-рингом как силовым элементом, но кислота съела эластомер. В итоге остановились на конструкции из PTFE с конической пружиной из Хастеллоя. Работает до сих пор. Ключевым был именно подбор типа уплотнения ptfe по конструкции, а не просто по материалу.
Здесь опять же, специализированные компании, которые понимают эту механику, оказываются незаменимы. Та же Деченгван в своем позиционировании делает упор на обслуживание сложных отраслей. В аэрокосмической или медицинской промышленности просто прессовать кольца недостаточно. Нужно проектировать узел уплотнения в сборе, учитывая ползучесть PTFE, тепловое расширение, требования к чистоте среды. Это уровень другой.
Испытания и брак, который не сразу виден
Самый неприятный брак — скрытый. Уплотнение прошло приёмку по размерам и внешнему виду, его поставили на аппарат, и через две недели работы на объекте начинается течь. Разбирают — а кольцо потеряло форму, расплющилось, или на рабочей кромке появились задиры.
Почему так происходит? Часто из-за неправильно подобранного типа PTFE для конкретных условий. Например, для высокоскоростных вращающихся валов нужен материал с максимальной износостойкостью и хорошим отводом тепла. Подойдет композит PTFE с бронзой или коксом. Если же поставить уплотнение из чистого PTFE, оно быстро износится и перегреется.
Другой частый косяк — неучтённая ползучесть (холодная текучесть). Уплотнение, работающее под постоянным высоким давлением в неподвижном соединении, может постепенно деформироваться и перестать герметизировать. Решение — либо увеличить площадь контакта, либо выбрать тип PTFE с наполнителем, снижающим ползучесть (например, стекловолокно), либо перейти на другую конструкцию уплотнительного узла. Это та самая практика, которая не всегда описана в каталогах.
Мысли вслух о будущем таких уплотнений
Сейчас много говорят про композиты и модификации. PTFE — благодатная основа. Внедрение нанонаполнителей, создание многослойных структур, где каждый слой выполняет свою функцию (один для износа, другой для упругости) — это уже не фантастика. Но всё упирается в стоимость и в понимание конечным инженером, что ему нужно.
Часто на производстве есть стоковая спецификация, менять которую — головная боль с переквалификацией. Поэтому прогресс идёт медленно. Но те, кто сталкивается с проблемными узлами, где обычные решения не работают, вынуждены искать. И здесь как раз ценны поставщики-технологи, а не просто продавцы. Те, кто может не только сделать деталь по чертежу, но и предложить альтернативный материал или конструкцию для типа уплотнения ptfe в твоей конкретной установке.
В конце концов, выбор правильного типа уплотнения ptfe — это всегда компромисс между химической стойкостью, механическими свойствами, температурным режимом и стоимостью. Нет универсального решения. Есть тщательный анализ условий работы, иногда — пробные образцы и натурные испытания. И главное — готовность отойти от стандартного каталога и подумать, что на самом деле происходит в узле уплотнения. Именно это и отличает работающее решение от костыля, который отвалится при первой же нагрузке.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Поставщики OEMPTFE втулки скольжения
- Поставщики OEM фторопласт 20 мм
- Поставщики уплотнений из ПТФЭ из Китая
- Поставщики тефлоновой пластиковой пленки
- ptfe трубка 10
- Заводы по литью пластмасс под давлением
- Завод по производству тефлоновых уплотнений
- OEMPEEK фитинги
- OEM фторопласт 80 мм завод
- Китай фторопласт круглый лист завод





