
Прокладка PTFE
Когда слышишь ?прокладка PTFE?, многие сразу думают о чём-то универсальном и ?неубиваемом?. Но на практике, этот фторопласт — не панацея, а инструмент, который либо решает задачу идеально, либо создаёт новые проблемы. Частая ошибка — считать все PTFE-прокладки одинаковыми, брать первую попавшуюся по спецификации давления и температуры, а потом удивляться течам на фланцах или быстрому ?сплющиванию?. Сам через это проходил.
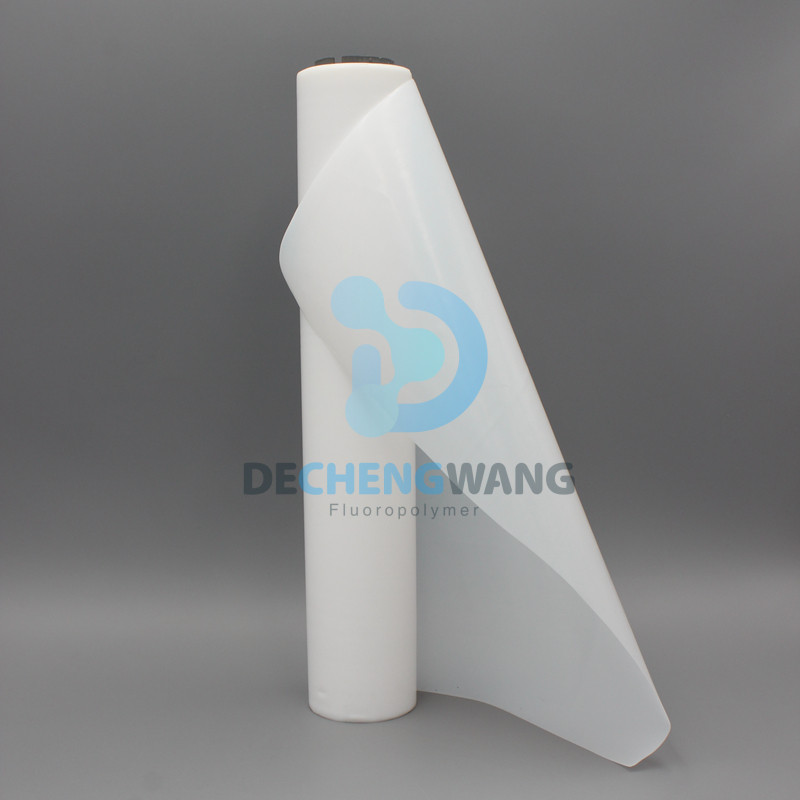
Не просто белый лист: о материале и его подводных камнях
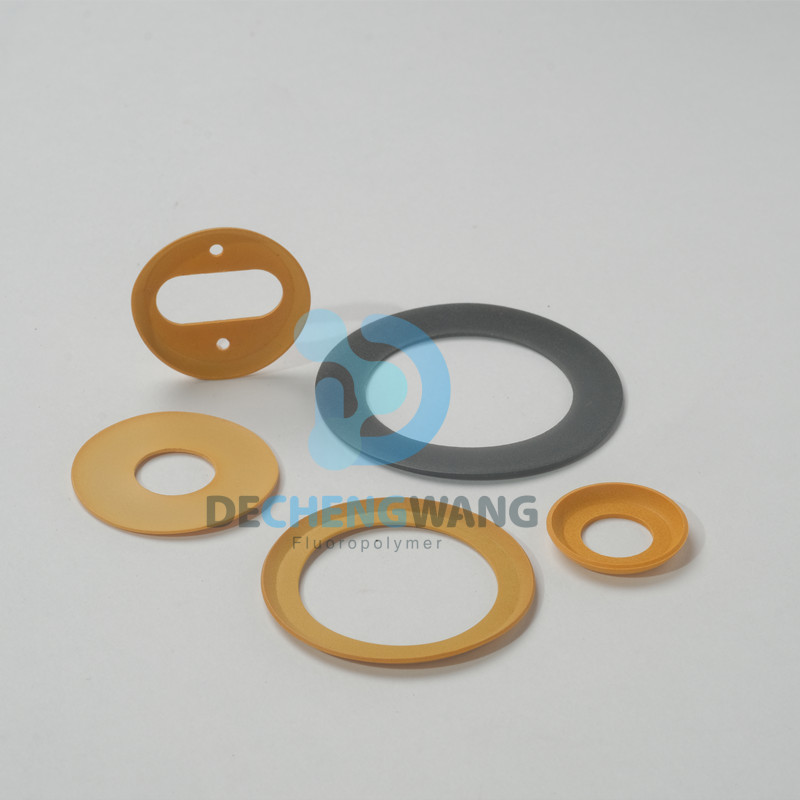
Исходное сырьё — вот где начинается разница. Чистый PTFE, наполненный графитом, стекловолокном, бронзой — у каждого своя история. Чистый хорош для агрессивных сред, скажем, в химическом анализе, но может течь под низким усилием обжатия — его ползучесть известна. А вот для того же нефтегазового оборудования, где важна стабильность под переменными нагрузками, часто смотрю в сторону наполненных марок. Но и тут нюанс: тот же графит может быть нежелателен в пищевке или фарме.
Один случай запомнился: заказчик жаловался на частую замену прокладок на насосном агрегате. Давление и температура вроде бы в норме. Оказалось, среда содержала микроскопические абразивные частицы. Стандартный PTFE быстро изнашивался. Перешли на вариант с определённым минеральным наполнителем — ресурс вырос в разы. Это к вопросу о том, что смотреть надо не только на паспортные данные среды, но и на её физические ?примеси?.
Кстати, о поставщиках. Рынок насыщен, но найти стабильное качество — задача. Вот, например, китайская компания ООО Шэньчжэнь Деченгван Технология (https://www.dcwptfe.ru). Они позиционируют себя как специалисты по фторполимерам, работают с аэрокосмической и автомобильной отраслью. Это обычно значит, что контроль качества на уровне. Их сайт — dcwptfe.ru — полезно держать в закладках для сравнения технических данных. Их опыт в обслуживании сложных отраслей косвенно говорит о возможностях материала, хотя, конечно, каждый кейс нужно проверять отдельно.
Монтаж: где теория расходится с цехом
В теории всё просто: затягивай фланец с определённым моментом. На практике — старые фланцы, неидеальные поверхности, разный инструмент у монтажников. PTFE не прощает ошибок выравнивания. Видел, как из-за перекоса в пару градусов новая прокладка пошла ?гулять? после первого же теплового цикла. Приходится иногда и шлифовку посадочных мест рекомендовать, что в планы ремонтников, ясное дело, не входит.
Ещё момент — температура монтажа. Работаешь зимой в неотапливаемом цеху? Материал становится жёстче, может не ?подстроиться? при затяжке. Летом, на жаре — наоборот. Об этом редко пишут в мануалах, но на практике приходится делать поправку. Иногда лучше дать узлу прогреться до рабочей температуры и потом подтянуть — но это уже зависит от конкретного допуска.
И да, про момент затяжки. Нельзя просто взять табличное значение и умножить. Для PTFE часто нужен поэтапный, крестообразный затяг. И динамометрический ключ — не прихоть, а необходимость. ?На глазок? здесь равносильно гарантированной протечке через полгода. Сам учился этому после одного неприятного инцидента с дорогостоящим теплообменником.
Когда PTFE не работает: границы применения
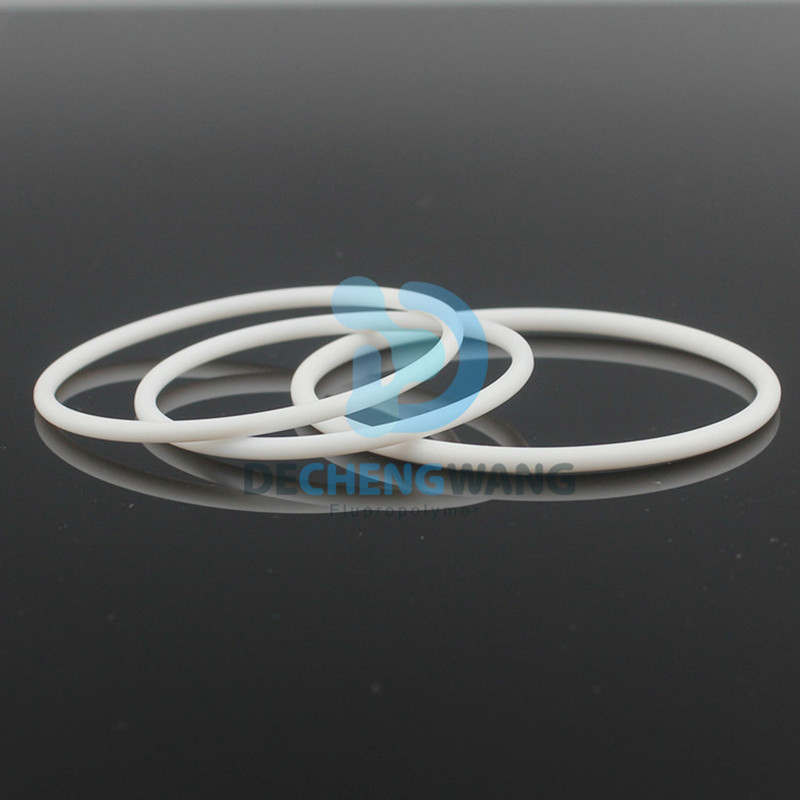
Есть культ PTFE, мол, поставил — и забыл. Это опасно. Высокая ползучесть (холодное течение) — главный враг в системах с постоянным статическим давлением без периодической подтяжки. Для таких случаев иногда лучше композитные материалы или даже металлические прокладки с PTFE-покрытием, но это уже другая цена.
Радиационная стойкость — тоже не абсолютна. При высоких дозах материал деградирует. Работал над проектом в медицинской отрасли, связанным со стерилизацией — там пришлось очень внимательно подбирать марку и оценивать ресурс именно с этой точки зрения. Не каждый PTFE, который хорош для химического анализа, переживёт регулярное облучение.
И, конечно, температура. +260°C — это не мгновенная, а рабочая долговременная. Кратковременные пики он может выдержать и выше, но потом происходит необратимое изменение структуры. А при глубоком минусе материал становится хрупким. Упаковывать и хранить такие прокладки тоже нужно правильно, без механических напряжений на морозе.
Выбор и логистика: мысли вслух
Сейчас часто заказывают напрямую у производителей, например, у тех же китайских специалистов, вроде Деченгван из Шэньчжэня. Их преимущество — часто можно обсудить нестандартные размеры или состав наполнителя под конкретную задачу, ту же машиностроительную линию. Но сроки логистики, таможня... Это надо учитывать в планировании ремонтов. Не для срочных ?аварийок?.
Всегда требую паспорт материала или хотя бы данные испытаний от поставщика. Сертификат соответствия — это хорошо, но мне как инженеру важнее графики ползучести или тесты на химическую стойкость в конкретных средах. Компании, которые работают с аэрокосмической промышленностью, как ООО Шэньчжэнь Деченгван Технология, обычно такие данные предоставляют, это их рыночное преимущество. На их сайте видно, что они ориентированы на серьёзные отрасли, где бумажки — не формальность.
Имеет смысл создавать свой внутренний реестр проверенных решений: для таких-то насосов, для таких-то реакторов, в среде Х или Y мы используем прокладку от поставщика А марки B. Это экономит кучу времени в будущем. В этот реестр я бы включил и варианты от проверенных глобальных поставщиков, и нишевых игроков, вроде dcwptfe.ru, если их продукция прошла апробацию на реальном объекте.
Вместо заключения: практический подход
Так что, прокладка PTFE — это не деталь, а почти система. Её выбор — это баланс между средой, давлением, температурой, условиями монтажа и, что немаловажно, экономикой всего узла. Нельзя сэкономить на материале, а потом тратить тысячи на простои и повторный монтаж.
Сейчас, глядя на любой фланцевое соединение, сначала оцениваю его ?поведение? в системе: будет ли оно статично, как часто его будут разбирать, есть ли вибрация. Потом уже иду к спецификациям. Часто ответ лежит не в поиске ?самого лучшего PTFE?, а в поиске ?достаточно хорошего? для этих конкретных условий. И иногда этот поиск ведётся не только у привычных европейских поставщиков, но и у таких компаний, как Деченгван, которые активно развивают именно технологическое направление фторполимеров.
Главный вывод, который можно сделать: работать с PTFE нужно уважительно, понимая его природу. Тогда он становится незаменимым помощником. А если относиться к нему как к простой резинке — проблемы не заставят себя ждать. Проверено на собственном опыте, иногда горьком.
Соответствующая продукция
Соответствующая продукция